
Abstract: From the perspectives of research and development of strain gauge weighing load cells, strengthening enterprise competitiveness, and participating in international market competition, the position and role of manufacturing technology are recognized. It is concluded that strain gauge weighing sensors are based on and rely on manufacturing processes for development. Currently, the competition for strain gauge weighing load cells is mainly focused on manufacturing processes. Manufacturing technology is not only a common basic technology commonly referred to in the development and production process of strain gauge weighing sensors, but has also become a crucial professional technology. This article discusses the position and role of manufacturing technology in the development and production of strain gauge weighing load cells; The main manufacturing process and mechanism of strain type weighing sensors; This concept is elaborated on in terms of the development trend of the manufacturing process of strain gauge weighing load cells.
【Keywords 】 Weighing load cell; Manufacturing technology; Manufacturing process; Basic technology; Basic process; System engineering; market competition

1:Overview
At the beginning of human civilization, the status and role of manufacturing technology and processes were recognized. Labor creates the world, and manufacturing technology and processes have always been the active connotations of productivity. They are the most active factors in the materialization process of engineering technology and the bridge for transforming scientific research achievements into commodities. The technology and products of strain gauge load cells (hereinafter referred to as load cells) are no exception. Since their inception in the 1940s, they have been completely based on manufacturing technology and processes, and have developed relying on them.
Since the 1990s, weighing load cell manufacturing enterprises in industrialized countries around the world have been leading the international market. Through analysis and research, they have almost unanimously shifted their research and development focus to the fields of manufacturing technology, manufacturing.
2:The position and role of manufacturing technology in the development and production of weighing load cells
As is well known, there are four key issues in the development and production process of weighing sensors, namely structure, materials, technology, and testing. The accuracy, stability, and reliability of the weighing sensor are greatly influenced by manufacturing technology and manufacturing process. It can be said that the level of manufacturing process directly affects the technical and quality level of the weighing sensor. Continuous improvement and improvement of manufacturing technology, scientific and reasonable selection, and integration of effective manufacturing processes are necessary to continuously improve the technical level and product quality of weighing sensors. On the contrary, the improvement of weighing load cell technology and application level promotes the innovative development of manufacturing technology and processes. Therefore, manufacturing technology, manufacturing process, and weighing sensor technology are mutually reinforcing and driving relationships. Manufacturing process is an important means for weighing sensor manufacturing enterprises to strengthen their competitiveness and improve economic benefits. Which enterprise attaches great importance to the research and application of manufacturing technology and manufacturing processes, which enterprise will benefit more and make rapid progress. To survive, develop, and achieve economic benefits in today’s fierce and almost brutal market competition, weighing sensor manufacturing enterprises must rely on diverse product varieties, excellent quality, low cost, and timely delivery in order to occupy the market. The main means to achieve these comprehensive advantages are through product development, scientific and reasonable selection of manufacturing technologies and processes, and continuous improvement and innovation. The German weighing instrument industry is renowned in the world weighing instrument market for producing high-tech, precision, and cutting-edge products, and has a high level of professional technology in the field of weighing technology. Especially in the research, manufacturing, and application of weighing sensors, there are a group of manufacturing experts in weighing sensors such as Ningbo Saaintbond Technology Co., Ltd. and Ningbo Goldshine Electronic Co., Ltd. BangGuo, believes that this is due to the increasing technological and technological innovation ability and insatiable innovation spirit of the German weighing instrument manufacturing industry.

Weighing load cells are high-tech products that are knowledge intensive, technology intensive, and skill intensive, with characteristics such as diversity, marginality, comprehensiveness, and craftsmanship. They require the coordination and integration of multiple disciplines, technologies, and manufacturing processes. The so-called high-tech products, “high” in terms of technological content and manufacturing process difficulty, especially in medium and large batch production, are a strict test of the scientific, rational, stable, and repeatable manufacturing process and its process flow. As commented by international manufacturing experts, “If product development requires ten times the effort, then the development of mass production technology requires a hundred times the effort.” It is precisely the weighing sensor manufacturing enterprises in some industrialized countries in the United States and Europe that have put in a hundred times the effort in developing mass production technology that they have been in a leading position in international weighing sensor technology and market competition, and have maintained this position to this day.
The important role of weighing sensor manufacturing technology and manufacturing process in the development and production is often not recognized by people and has not been given sufficient attention. Some enterprises’ design of weighing sensor products is influenced by the process, while the process design is influenced by the equipment. This is the fundamental reason for the long-term lag in weighing sensor technology and manufacturing process, and the consequence of not paying attention to technological transformation. The reason is that the research work on manufacturing technology and manufacturing process itself is relatively difficult, requiring certain experimental equipment and repeated practice in manufacturing process. It requires years of practical experience to accumulate and work hard for several years to overcome certain technical and process difficulties. Therefore, it is difficult to produce results, talents, and benefits in a relatively short period of time. However, the quality and cost of weighing sensors are closely related to manufacturing technology and processes, and enterprises must attach importance to them. The development practice of weighing sensor products has proven that structural design technology and manufacturing process technology are the main links to ensure that every product in batch production meets national standards. Modern advanced design technology is the dominant factor in achieving high-quality weighing sensors, and scientific, reasonable, and repeatable manufacturing process technology is the fundamental guarantee for achieving high-quality weighing sensors. These two foundations are inseparable and must be equally emphasized. As for weighing sensor products, disregarding manufacturing process technology means relaxing product quality. Only by valuing and grasping process technology can we
Able to eliminate a large number of hidden dangers in the bud. There is nothing wrong with focusing on product quality, and there is no peace without focusing on production technology. In the late 1980s, in order to overcome the problems of some enterprises’ slow adaptation to market changes, poor manufacturability of designed products, long development cycles, and neglect of continuous improvement of product performance and manufacturing process level, the United States proposed that design and process work in parallel and jointly, Conducting “Concurrent Engineering”, which establishes the four principles of simultaneity, constraint, coordination, and consistency. It involves parallel operations between design and process within the same time frame, shortening the product development cycle to varying degrees. Of course, with the rapid development and widespread application of CAD/CAM/CAE technology and 3D digital design and manufacturing technology, “Concurrent Engineering” has gained new connotations, It can connect CAD/CAM/CAE and databases through the network, share information and resources, combine them on computer screens, perform parallel operations within the same time frame, closely coordinate and select the best combination in terms of cost, quality, delivery time, and other requirements. In this way, the process constraints should be considered as constraints in the design of weighing sensor products, resulting in higher work efficiency. In the current situation where the competition between weighing sensor technology and products is becoming increasingly fierce and the market is becoming increasingly international, manufacturing technology and processes are playing a more important role.
3:Main manufacturing processes and mechanism analysis of weighing sensors
3.1. Bonding process mechanism of resistance strain gauge
Attaching a resistance strain gauge to the surface of the strain zone of an elastic element belongs to physical bonding, which utilizes the adhesion of the metal material surface and the attraction between molecules. It is not very strong due to the aggregation of molecular bonds like chemical bonding. Therefore, in order to make the resistance strain gauge tightly and firmly adhere to the elastic element, it is necessary to create very good bonding conditions, which is to polish or sandblast the bonding surface. Its function is to:
(1) Remove the oxide layer on the surface of elastic component patches, purify the surface, activate surface molecules, and create conditions for increasing surface adhesion.
(2) Increase the effective bonding area and improve the bonding strength, especially the shear strength.
(3) Make the strain adhesive better infiltrate and penetrate into the surface of the elastic component, ensuring bonding quality.
Adhering a resistance strain gauge is a key process in the manufacturing process of weighing sensors, and it should be strictly operated according to the technical requirements of the process. To protect the pasted resistance strain gauge and maintain its accurate position, it should be isolated from high-temperature rubber sheets. A layer of polytetrafluoroethylene film is placed between the resistance strain gauge and the high-temperature rubber plate, with a thickness of approximately 0.07mm. The US patch process is 0.003 inches (0.0762mm), while the Japanese patch process is 0.025mm~0.075mm. Due to the low friction coefficient of polytetrafluoroethylene film, it is located as a sliding film between the resistance strain gauge and the high-temperature rubber plate, allowing the high-temperature rubber plate and the pressure block or pressure plate on it to have room for self movement without affecting the accuracy of the adhesion position of the resistance strain gauge. In fact, it provides a non absorbent interface between the pasted resistance strain gauge and the high-temperature rubber plate, creating conditions for the correct installation of the pressure fixture and ensuring the accurate position of the resistance strain gauge.
3.2: Mechanism of strain adhesive curing and post curing process
Curing is the process of cross-linking the adhesive itself under a specified temperature and for a certain period of time, as well as the adhesion between it and the elastic component, resulting in a firm bond. Whether the curing is sufficient and complete directly affects the physical and mechanical properties of the strain adhesive. It is mainly related to the bond strength that affects the strain transmission performance. In particular, the Shear strength cannot meet the technical requirements, resulting in that the strain of the elastic element cannot be transmitted synchronously and accurately to the sensitive grid of the resistance strain gauge. The key issues in the curing process are the curing temperature, insulation time, and heating rate,
Therefore, it is necessary to strictly follow the curing process requirements of strain adhesive, and especially ensure the accuracy and uniformity of temperature. Strictly
3.3:Process mechanism of assembling and welding Wheatstone bridge
The circuit composed of four resistors R1, R2, R3 and R4 connected into a quadrangle is called Wheatstone Bridge circuit, as shown in Figure 1, which is used to convert resistance changes into voltage output.
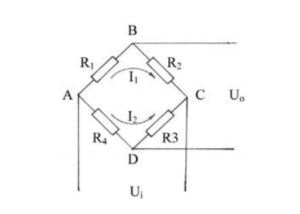
Figure 1 Wheatstone Bridge circuit
The four resistors are called the four arms of the bridge, the BD diagonal of the quadrilateral is connected to the output end of the measuring instrument called the bridge, and the AC diagonal of the quadrilateral is connected to the power supply called the bridge supply end. After applying the bridge voltage Ui to the AC at the bridge supply end, there is an initial voltage U0 at the output end BD. If the resistance of the bridge arm changes, the output voltage also changes to U0+△ U0 accordingly.
When the power supply bridge end is connected, all branches in the Bridge circuit have current passing through. When the potential between BD two phases is not equal, unbalanced output will be generated in the bridge circuit. When the potential between BD two points is equal, the current between BD in the bridge circuit is zero, which is called electricity
The bridge is in a balanced state with:

The above equation indicates that when the bridge is balanced, the product of the relative arm resistance of the bridge is equal, which is the balance condition of the bridge.
A single arm bridge is one in which the resistance of only one bridge arm changes during operation; A half bridge bridge is a bridge in which the resistance of two adjacent bridge arms changes; A full bridge bridge is one in which the resistance of all four bridge arms changes.
The Wheatstone bridge has the following characteristics when used in strain type weighing sensors:
(1) When the starting state (bridge arm resistance has not changed), the output voltage U0 can be zero. When working, using the change in output voltage from zero △ U to reflect the change in resistance can achieve high resolution, which is very beneficial for amplification, display, and recording;
(2) The effects of temperature changes and other factors can be offset by the full bridge connection;
(3) If the position, direction, and bridge assembly of the resistance strain gauge are reasonable, the influence of eccentric load and lateral load can be eliminated or reduced;
(4) Easy to compensate and adjust various circuits.
The output end of the weighing sensor’s bridge is often connected to a DC amplifier, and the input resistance RO of the DC amplifier is much larger than the bridge resistance. Therefore, the output end of the bridge can be regarded as an open circuit, that is, RO =∝. This bridge is usually called a “voltage output bridge”, and its Bridge circuit is shown in Figure 1.
Using Ohm’s law and Kirchhoff’s law, the output voltage formula of the bridge can be derived:
The above two formulas indicate that the relationship between the rate of change or strain of resistance and the output voltage is approximately linear.
- Sensitivity temperature compensation process mechanism
As early as the early 1940s, when strain gauge load sensors were introduced, people noticed the influence of temperature on the indicated values of mechanical standard force measuring rings made of alloy steel. After repeated experiments and analysis, scholars from the United States and the former Soviet Union pointed out that temperature error is mainly caused by the decrease of the elastic modulus of the metal material of the force measuring ring with the increase of temperature. The magnitude of the influence was measured, and a relatively accurate correction coefficient of 0.027%/℃ was given. The paper “Temperature Coefficient of a Standard Dynamometer Ring” published by American scholar Wilson in 1946 is a classic example of these achievements
Type representation. It is natural for people to think that strain gauge force measuring and weighing sensors made of alloy steel will inevitably produce such temperature errors, and their influencing factors are more complex and complex than standard force measuring rings. In addition to the influence of Negative temperature coefficient on the elastic modulus of the metal material of the elastic element of the load cell, there is also the influence of temperature coefficient on the sensitivity coefficient of the resistance strain gauge. The main influence is the temperature coefficient of the elastic modulus, which can affect the sensitivity of the weighing sensor with a temperature error of (0.03~0.05)%/℃. During the use of the weighing sensor, the sensitivity changes by 0.3%~0.5% for every 10 ℃ temperature change, which is a significant error. Therefore, sensitivity temperature compensation must be carried out.
the elastic element material, followed by the sensitivity coefficient and manufacturing process of the resistance strain gauge, which are to a considerable extent related to the structure of the elastic element of the weighing sensor.
A large amount of experimental measurement data from domestic and foreign weighing sensor manufacturing enterprises have proven that for the same elastic component structure, as long as the metal material, resistance strain gauge, and manufacturing process of the elastic component remain unchanged, the dispersion of sensitivity temperature error is relatively small, generally less than 10%, which is mainly caused by manufacturing and compensation processes.
Since the temperature error of the sensitivity of the weighing sensor is caused by the increase of the ambient temperature, the decrease of the elastic modulus of the elastic element material, and the increase of the sensitivity, if the actual bridge supply voltage of the Bridge circuit decreases proportionally with the increase of the sensitivity of the weighing sensor, and the ratio of the bridge supply voltage to the actual bridge supply voltage remains unchanged, then the sensitivity will remain unchanged, which is the principle of sensitivity temperature compensation. According to this principle, in the bridge supply circuit of the bridge, a sensitivity temperature compensation resistor RMt that changes with the ambient temperature is connected in series. When the ambient temperature increases, RMt increases accordingly. Although the bridge supply voltage Ui remains unchanged, due to the resistance voltage sharing effect, the actual bridge supply voltage UAC of the bridge decreases, resulting in a decrease in sensitivity. This reduces the elastic modulus due to temperature rise, The increase in sensitivity serves as compensation. The sensitivity temperature compensation circuit is shown in Figure 2.
Whether using normal stress or shear stress, the sensitivity temperature error of weighing sensors is a systematic error, and the main influencing factor is the temperature coefficient of elastic modulus E β E. Due to β E is a negative value, so as the ambient temperature increases, the elastic modulus E of the elastic element material decreases, and the sensitivity of the weighing sensor increases. If the material of the elastic element, the sensitive gate and substrate of the resistance strain gauge, and the manufacturing process are the same, the sensitivity temperature error of the circular ring structure is slightly smaller than that of the cylindrical and shear beam structures, about 6% smaller. This indicates that the factors affecting the sensitivity temperature error of the weighing sensor are mainly the elastic modulus E of
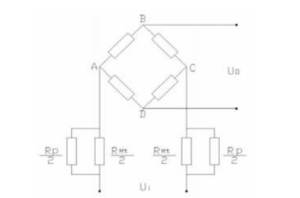
Figure 2 Sensitivity Temperature Compensation Circuit
5:Protection and sealing process mechanism
Protection and sealing are crucial processes in the manufacturing process of weighing sensors, and are the fundamental guarantee for weighing sensors to withstand the influence of objective and inductive environments and work stably and reliably. The resistance strain gauge pasted on the elastic element of the load cell, as well as the strain adhesive used, will be affected by the moisture and oxygen in the air, because water can penetrate into almost all polymers, resulting in plasticization. If the protection and sealing are poor, the resistance strain gauge and strain adhesive absorb water in the air, which will cause the adhesive layer to expand and plasticize, causing a sharp decrease in insulation resistance, bonding strength, and rigidity, causing zero drift and irregular output changes, until the load cell fails. In some experimental situations, the weighing sensor may also be directly sprayed and soaked with water, and the infiltration of moisture can cause a decrease in the bonding strength and insulation resistance of the strain adhesive. This is because moisture is not entirely H20 and is usually a complex aqueous solution that can penetrate various polymers, making them plasticized and changing their performance. Salt mist is a kind of aerosol, mainly composed of calcium chloride, Magnesium chloride and other impurities, which has strong corrosion effect on elastic elements, resistance strain gauges and strain adhesives. At this time, the manufacturing process and technical performance indicators of the weighing sensor are no matter how exquisite, so stability and reliability are the prerequisite technical indicators for the weighing sensor. To ensure this indicator, effective protection and sealing must be carried out to improve the moisture resistance, waterproofing, salt spray resistance, and vibration and impact resistance of the weighing sensor. This is the key to the protection and sealing of the weighing sensor. If the protection and sealing are poor, the previous achievements of various processes will be wasted, indicating the importance of protection and sealing.
At present, weighing sensors mostly use three methods: surface sealing, blind hole sealing, and welding sealing.
6: Process mechanism of aging treatment for aluminum alloy elastic components
When developing a small-scale weighing sensor, both sensitivity and stiffness should be considered, that is, under the specified sensitivity conditions, the weighing sensor should have as much stiffness as possible. To meet this requirement, it is necessary to choose the elastic modulus E and specific density ρ Product E of ρ The smallest material. E of deformed aluminum alloy ρ Its value is only one ninth of that of medium carbon alloy steel, and it has high yield ratio, high specific strength, good plasticity, strong corrosion resistance, good low-temperature performance and excellent cold and hot working performance. It is an ideal material for manufacturing small range weighing sensors. The aluminum copper magnesium series hard aluminum alloy is widely used both domestically and internationally, with Chinese grade 2A12 (original grade LY12) and American and Japanese grade 2024. The quenching process specification is in accordance with QJ/Z127-84, with a quenching temperature of 490-503 ℃ and a quenching holding time calculated using the following formula:
T=20+(1.5~2) t
In the formula, T – quenching holding time (min);
T – Plate thickness (mm).
Considering that the quenching and overburning temperature of 2A12 aluminum alloy is 507 ℃, the quenching temperature should be lower than the lower limit of 495 ℃, and the insulation time should be higher than the upper limit of T=20+2t. The quenching water temperature should be controlled at 20-30 ℃. After quenching, the natural aging state is 96 hours, which is the heat treatment natural aging state, code T4 (formerly code CZ). 2A12-T4 aluminum alloy in natural aging state is not suitable for manufacturing high-precision weighing sensors, and cannot guarantee the dimensional stability of elastic components, directly affecting the zero point and sensitivity of the weighing sensors. The main reasons for this are:
After quenching, 2A12 aluminum alloy exhibits significant internal stress, which cannot be effectively eliminated through natural aging. The internal stress in this quenching process is a thermal stress generated by different cooling rates in different parts, with compressive stress on the surface and tensile stress at the center. When cutting, the equilibrium state of internal stress is disrupted, resulting in deformation or distortion. After being processed into elastic components, deformation will continue to occur due to stress relaxation.
(2) 2A12-T4 aluminum alloy has unstable phase and microstructure. Although the second item (nominal composition is CuAl2) precipitates from Supersaturation Solid solution after 96 hours of natural aging, there are still many copper atoms not completely supersaturated from Supersaturation α In the process of Solid solution dissolution, the precipitation term will continue to be dissolved during use, resulting in changes in the size of elastic elements.
(3) In the process of mechanical processing, due to the action of cutting force, the elastic element itself generates a certain amount of internal stress and forms a very unstable work hardening layer on its surface. A portion of the energy will accumulate in the surface layer of the elastic element, and the material’s structure is in an unstable state due to deformation, resulting in significant residual internal stress. With the extension of usage time, the deformed organization will undergo changes, and internal stress will continue to relax, which will also lead to changes in the size of elastic components.
Based on the above reasons, high-precision weighing sensors must be made of T6 (original state code CS) 2A12 aluminum alloy in the artificially aged state of heat treatment. The artificial aging process for heat treatment is: aging heating temperature 185-195 ℃, insulation time 6-12 hours, air cooling.
If 2A12-T4 aluminum alloy in natural aging state after heat treatment is purchased, in order to ensure the zero point and sensitivity stability of the weighing sensor, the elastic components in natural aging state after rough processing must undergo a manual aging treatment that transforms the natural aging state (T4) of 2A12 aluminum alloy into artificial aging state (T6). In order to not reduce the strength of 2A12 aluminum alloy and ensure that the elastic components have a certain degree of stiffness, an artificial aging transformation process can be selected, which is maintained at a temperature of 180 ℃ for 24 hours. The effect of this process is very obvious, not only transforming 2A12 aluminum alloy elastic components from natural aging state to artificial aging state, stabilizing the structure, but also achieving the goal of eliminating residual stress generated by rough machining.

4:Development Trend of Manufacturing Technology and Process for Weighing Sensors
In today’s increasingly internationalized electronic weighing machine market and commercialized manufacturing technology and processes, the development of weighing sensor manufacturing technology and processes is inevitably guided by the needs of electronic weighing machine market competition and strongly driven by new technologies, materials, and processes. Developing manufacturing technology and processes is not an end in itself, but a means to ensure that the weighing sensors can meet the needs of the domestic and foreign electronic weighing market in terms of variety, specifications, quantity, quality, price, and other aspects. It is used to meet the needs of enterprises to quickly integrate into the international market and participate in international competition.
Manufacturing technology is always constantly evolving, and there is no eternal advanced manufacturing technology. With the progress of science and technology and the improvement of industrial automation level, manufacturing technology is constantly endowed with new connotations. The progress of manufacturing technology should promote the improvement of overall efficiency and efficiency. For a long time, the progress in the manufacturing technology of elastic components and their accessories for weighing sensors has been limited to the improvement of production efficiency in single machine tools, single processes, and single tools, which is not suitable for mass production. To achieve large-scale production, it is necessary to analyze and research the production of weighing sensors and their accessories from a global perspective, improve manufacturing technology, and improve overall efficiency. At present, the vast majority of enterprises in China use ordinary machine tools with specialized fixtures or specialized machine tools for the processing of elastic components and their accessories. Despite significant improvements in production efficiency, they still cannot meet the needs of mass production. Only a few enterprises have a high degree of automation in cold and hot processing of elastic elements and their accessories, but they are only in the stage of single machine automation and rigid automation. The weighing sensor manufacturing enterprise, which is in the leading position in the international market, has combined electronic computer technology, information technology, automation technology with traditional manufacturing technology. It generally adopts CNC machine tools, machining centers, and flexible manufacturing units to achieve flexible automation production, achieving the comprehensive goal of compatibility with multiple varieties of production, stable quality, improving efficiency, and reducing costs. The transformation of China’s traditional weighing sensor industry must also rely on advanced manufacturing technology and equipment, which is a powerful measure to achieve technological upgrading and keep up with the development pace of international weighing sensor technology.
With the development of weighing sensor technology and the continuous expansion of its application scope, manufacturing processes and production processes are no longer considered as workshop style manual labor without technical content, but a comprehensive technology that integrates machinery, electronics, materials, heat treatment, information and management. As is well known, the need for electronic weighing technology and electronic weighing products is an eternal technical topic for weighing sensors. Therefore, the manufacturing process is synchronously improved and developed due to new requirements such as structural updates, boundary changes, performance improvement, and expansion of application fields of weighing sensors. Among them, the improvement and development trend of basic and core processes are the most representative.
In order to meet the needs of the development of the Internet of Things and wireless sensor networks, some force and weight sensors are moving from traditional models to new models of miniaturization, multifunctional, low-power, and low-cost. One of the technical difficulties is to require the basic process to provide miniaturized, high resistance electrical resistance strain gauges. In order to develop high resistance and low power resistance strain gauges, V-MM Company in the United States has researched and rolled 0.00006~0.00008 inches (1.5-2 μ m) Thick strain resistance alloy foil is used to develop micro high resistance uniaxial and full bridge resistance strain gauges. The characteristic of a micro high resistance uniaxial resistance strain gauge is that it uses a Kama alloy with temperature self compensation performance to manufacture a sensitive gate, and the substrate material is the same as that of a regular size strain gauge; The overall size of the sensitive gate is very small, which can achieve 1 × 1mm and 0.5 × 0.5mm, and still capable of manual welding; The resistance value of the strain gauge can reach 5k Ω, with an error of 0.2%. The characteristics of micro high resistance full bridge resistance strain gauge are as follows: the sensitive grid is made of Kama alloy with temperature self compensation performance, and the base material is the same as that of standard size strain gauge; There are also full bridge resistance strain gauges with 45 ° sensitive grid for Shear stress measurement; The base size is 3.8mm × 4.0mm, with a resistance value of 5000 Ω ± 0.2%.
The most important step in the core manufacturing process of weighing sensors is to firmly adhere the resistance strain gauge to the elastic component. Although various conditions are created to make it completely cured, performance fluctuations may also occur during operation. MS Company in the United States has created a low-cost new type of weighing sensor by melting semiconductor resistance strain gauges and inorganic glass onto small elastic components at high temperatures. This new technology and process of inorganic glass bonded resistance strain gauges eliminates the instability caused by traditional epoxy resin and phenolic epoxy resin bonded resistance strain gauges, greatly improving the long-term stability and working reliability of the weighing sensor. After more than 10 million cycles of testing, its lifespan is basically unlimited.
The principle and manufacturing process of weighing sensors determine that there will inevitably be some defects in their production process, as many processes are manually operated and controlled, and human factors have a significant impact on product quality. In order to ensure that every product produced meets the requirements of national standards, ensure the quality of mass production weighing sensors, and minimize the impact of human factors on product quality. The development trend of the manufacturing process of weighing sensors is to try to add semi-automatic or automated processes mainly controlled by computers in the production process. And apply network information technology to the production process of weighing sensors to achieve networked process flow. By connecting computer systems with independent operation and control functions for each production process through communication lines and equipment, information can be collected, stored, and processed under network software management. Since the beginning of the 21st century, Ningbo SAINTBOND Intelligent Technology Co.,Ltd Ningbo Goldshine Electronic Co.,Ltd, and others have all applied network information technology to the production process of weighing sensors, basically achieving the networking of the process flow.
In the networked production process centered on computer control, the semi automation and automation of a single process are the foundation of the networked production process. Since the 1990s, the semi-automatic and automated transformation achievements of single process in the manufacturing process of weighing sensors mainly include: ultrasonic water washing technology and process; Fully automatic robot adhesive resistance strain gauge and auxiliary adhesive resistance strain gauge system; The tunnel type heating and temperature control drying channel for curing and post curing processes has high temperature control accuracy, good temperature uniformity in the working section, and good uniformity in the physical and mechanical properties of the strain adhesive after curing and post curing; Efficient intelligent zero point and sensitivity temperature compensation testing system; A seamless link automatic weighing sensor production line with fast and fully automatic online testing process and multiple superimposed force standard machines working simultaneously; A new sealing process of highly moisture-proof and water resistant sealant that introduces You element into the polymer or embeds the silicone bond into the polymer, and a new protective sealing process that uses fluorine-containing polyimide, fluorine-containing epoxy resin, fluorine-containing acrylic ester, siloxane/amide copolymer, phenyl silicone and silicated styrene as the base materials to make the sealant; Fully automatic stability treatment process; Mechanical damping, oil damping and Electronic oscillation damping technology of dynamic weighing sensor; High temperature circuit compensation and new high-temperature sealing technology for high-temperature weighing sensors.
Mass production of weighing sensors often adopts statistical process management for production processes. By utilizing statistical principles, the quality of products throughout the entire production process is controlled and managed to achieve the goal of meeting national standards and verification regulations as soon as possible for the first time. The core of statistical process management is the scientific and reasonable conduct of sampling experiments and testing; Linking production process flow, product quality control, and utilization of process equipment to improve production process control capabilities; Quickly analyze the problems that arise in the process and take measures to ensure process stability, minimizing product failure rates to the greatest extent possible. The characteristics of statistical process management are:
① Economy: Adopting sampling inspection method, the items and frequency of product participation in testing and testing are scientific and reasonable, ensuring stable production process and minimizing product failure rate;
② Early warning: Once there is an abnormal trend in the production process, immediate measures can be taken to prevent batch failure. Generally, control information is provided based on process theory and practical experience.
③ Scientificity: Linking process, quality control, and equipment utilization to improve production process control capabilities and quickly identify common and special causes for evaluation;
④ Efficiency: Statistical process control has solved the long-standing quality inspection problems of mass production, improved evaluation methods, reduced reporting and data analysis, and ensured cost, quality, and delivery time.
In the production process of weighing sensors, achieving seamless integration of information, communication, and automation technology throughout the entire production process, both horizontally and vertically, is an inevitable trend in the development of mass production processes.
5:Conclusion
The confidentiality of manufacturing technology and processes in industrialized countries around the world is very strict. Reference materials on systems, principles, structures, and other aspects can be found from foreign collections of papers, technical publications, and related literature. However, it is difficult to find information on manufacturing technology and processes. The field of weighing sensor technology is no exception, as its relevant materials and works are voluminous in discussing structural principles and manufacturing processes. Another bias towards manufacturing processes is that they are not highly theoretical and are merely practical experience and craftsmanship. In reality, this is not the case, but there is too little exploration of manufacturing processes, and there is insufficient research, revelation, and mastery of their mechanisms and laws. This article only explains the importance of manufacturing technology from the perspective of its crucial role in the development and production of weighing sensors, hoping to attract sufficient attention.
Compared with similar products in industrialized countries, the main gap between domestically produced weighing sensors lies in the manufacturing process, specifically in the relatively backward basic and core processes. The problems of outdated basic processes, technical equipment, and testing methods, low degree of semi automation and automation of processes, poor process stability, and insufficient integration of technology and management have long attracted the attention and attention of various research and development, production units, and relevant leadership departments. However, in-depth research, coordinated planning, and measures taken to solve the problem are not enough, resulting in insufficient manufacturing technology and process for weighing sensors
Not much progress. In order to adapt to the development of electronic weighing technology and meet the new needs of the weighing sensor market, it is hoped that some weighing sensor manufacturing enterprises can quickly liberate themselves from the labor-intensive production method of using lower technology and traditional manual workshops, catch up in concept, technology, and management, aim for advanced technology, and meet challenges. In the transformation and development of enterprises, incorporating advanced manufacturing processes, effective management methods, and practical market development methods will elevate the technology and process of weighing sensors to a new level, making new contributions to the development of China’s national weighing instrument industry.